

 扫一扫
扫一扫
优良的 精密钢管、产品性能在长期的市场销售中受到众多合作客商的好评与青睐,已与众多大中型企业建立长期的合作关系。“重诚信、严质量”是我公司坚持的在发展宗旨,信利远金属材料有限公司真诚期待与四海客商、携手发展、合作共赢!
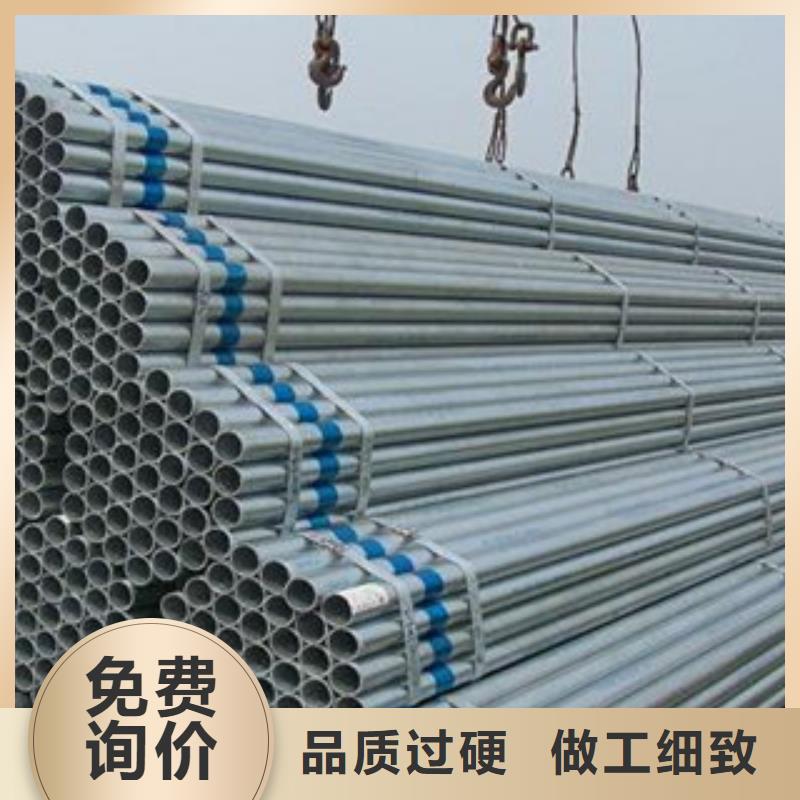
镀锌管采用硫酸盐电镀锌铁合金工艺,在于生产线槽与槽间均穿孔直通而溶液无任何带出或溢流。生产过程各工序由循环系统组成,各槽溶液即酸碱液、电镀液、出光与钝化液等,只循环回用不向系统外渗漏或排放,生产线只设5个清洗槽,采用循环回用定期排放,特别是钝化后不清洗的无废水产生的生产工艺。
电镀设备的特殊性
镀锌管的电镀铜线材电镀一样,都属于连续电镀,但施镀的设备不同。铁丝以其细长的条形特色而设计的镀槽,槽体长而宽却浅。电镀时铁丝从孔眼穿出,呈一字形在液面展开,保持相互间距。而镀锌管却又不同于铁丝,有其独特之处,槽设备较为复杂。槽体由上、下两部分组成,上部为镀槽,下部为溶液循环储存槽,形成一个上窄下宽状、似梯形的槽体,在镀槽中设有镀锌管电镀运行的通道,槽底有两个通孔与下部的储存槽相通,并与液下泵形成镀液循环复用系统。因此,镀锌管同铁丝电镀一样,镀件都是动态性的,而与铁丝电镀不同之处,电镀镀锌管的镀液也是动态性的。
折叠编辑本段生产工艺
镀锌管镀锌无缝管专业生产制造厂")
镀锌管镀锌无缝管专业生产制造厂")
螺纹及管接头
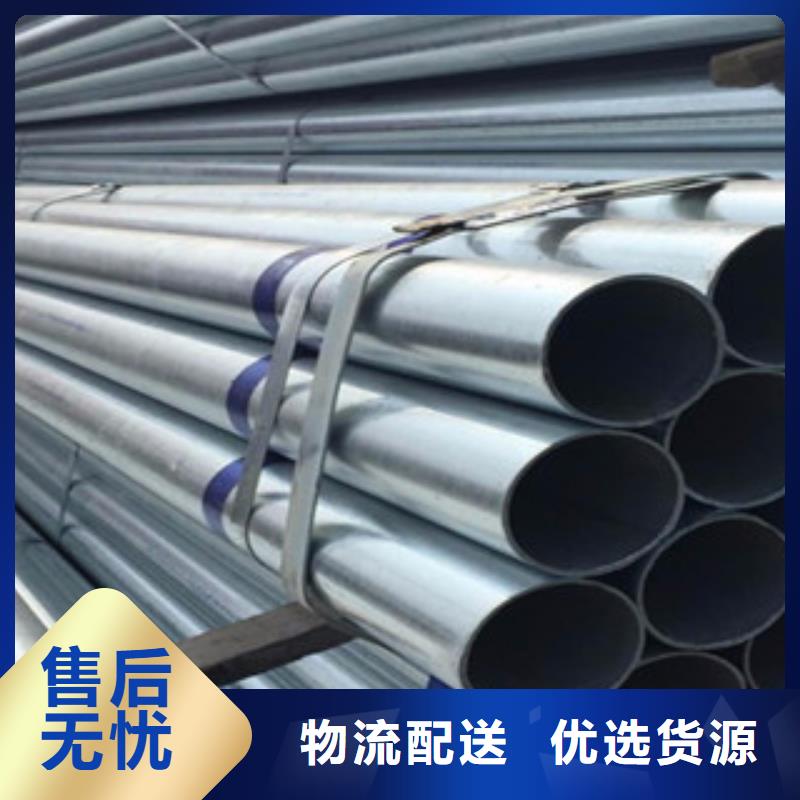
带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。力学性能 钢管镀锌前的力学性能应符合GB 3091的规定。、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
镀锌管镀锌无缝管专业生产制造厂")
镀锌管镀锌无缝管专业生产制造厂")
钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。
①抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。计算公式为:
式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。
②屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。
镀锌管镀锌无缝管专业生产制造厂")
镀锌管镀锌无缝管专业生产制造厂")
镀锌管镀锌无缝管专业生产制造厂")
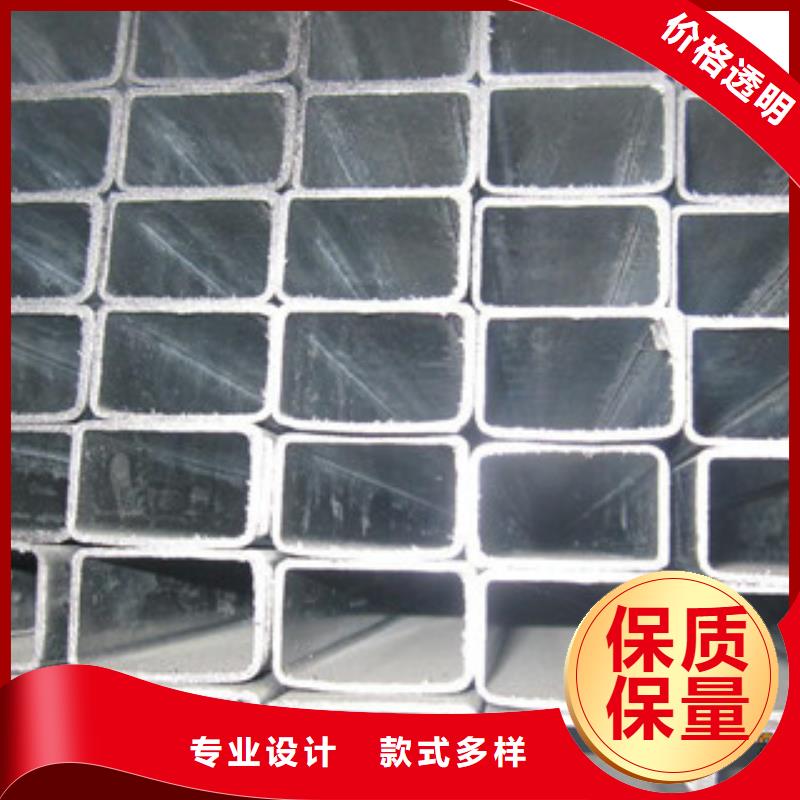
镀锌产品的发展趋势主要为从国有大型企业来看,机组向高产能、专业化发展;而新产品发展趋势是发展锌合金镀层、有铝锌合金镀(Galvalume)、锌铝合金镀层(Galfan)及锌铁合金镀层(Galvanneal),还有最近镀锌铝镁合金镀层(ZAM),其耐蚀性为传统镀锌板的10倍。从镀锌产品升级换代要求来看,用无铅镀锌可生产无锌花钢板,这种镀层可减少晶间腐蚀,因而其使用寿命长,有利于环保,适用于汽车制造业并适于作为彩涂基板。几年前欧洲就已停止生产普通锌花钢板,所以无锌花钢板生产具有明显的发展趋势。
而细分市场是民营企业生存之道。原因是目前,部分市场需求和追求低成本的超薄镀层产品,民营企业受制于生产设备投资及操作技术的超厚镀层产品无法满足用户要求。
镀锌管镀锌无缝管专业生产制造厂")
技术支持:k797.com